Choosing between SMT vs through-hole assembly is one of the earliest decisions in any new electronic product. It shapes the size of your board, the cost of your build, how the product handles vibration and heat, and how easy it is to repair years down the line. At Key-Tech, we build with both methods every week, often on the same board, and the right answer almost never lies fully on one side.
This guide breaks down what each method actually does, where each one earns its place, and how to think about the choice for your own product.
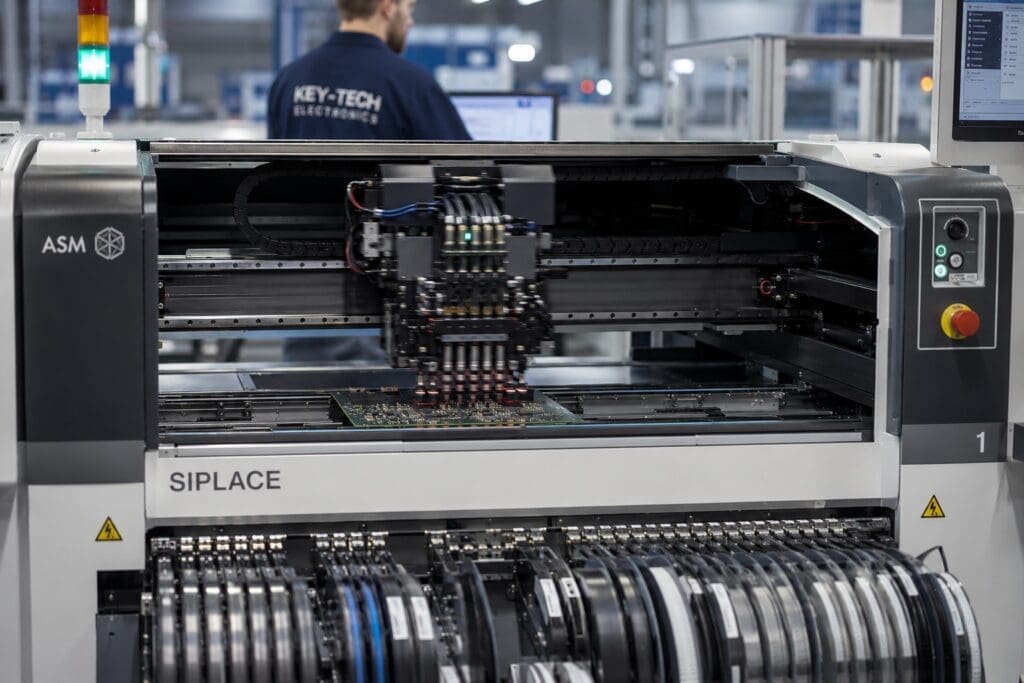
Surface mount technology (SMT) places components directly onto the surface of a printed circuit board. Solder paste is printed onto the pads, components are placed by automated pick-and-place machines, and the whole board is passed through a reflow oven that melts the paste and forms every solder joint at once.
SMT is what allows modern electronics to be small, dense and fast. Components can sit on both sides of the board, sizes range down to the microscopic 01005 package (0.4mm x 0.2mm), and a single pick-and-place machine can place tens of thousands of parts per hour.
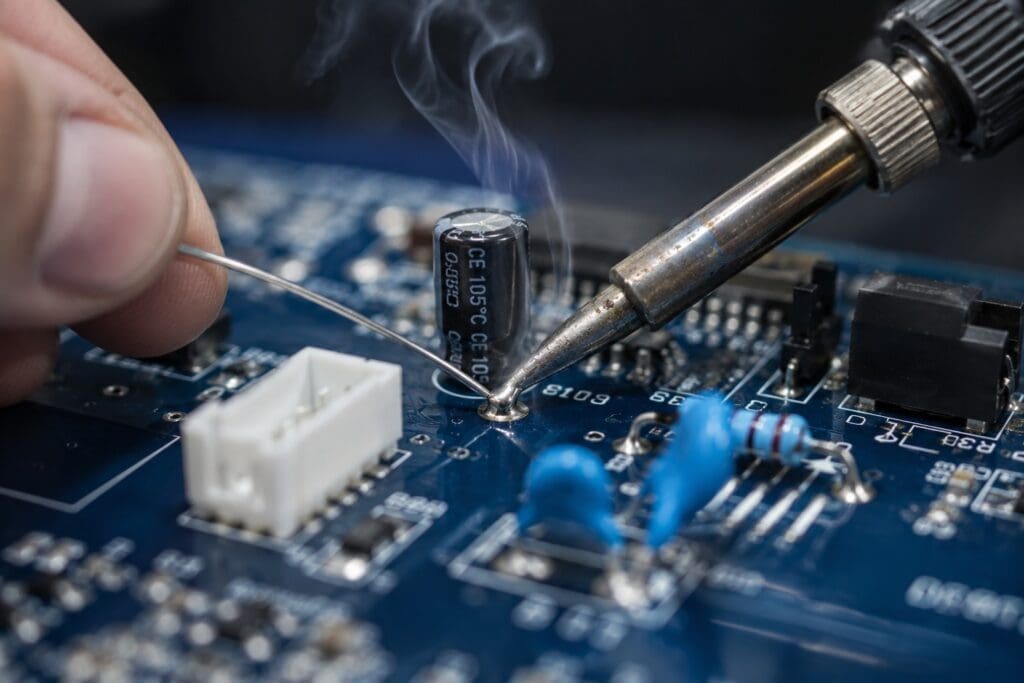
Through-hole assembly uses components with leads that pass through holes drilled in the board and are soldered on the opposite side. The leads can be soldered by hand, by selective soldering machines, or by passing the whole board over a wave of molten solder.
Although through-hole is the older of the two methods, it is far from obsolete. The mechanical bond between the lead and the plated through-hole is significantly stronger than a surface mount joint, which matters whenever a component has to survive serious physical stress.
Both methods can deliver an excellent product. The differences become clearer when you compare them across the things that actually drive a design decision.
SMT wins on size every time. Surface mount parts are smaller, sit on both sides of the board, and need no drilled holes taking up routing space. Through-hole parts are physically larger and consume valuable area on both sides of the board for every lead.
Through-hole wins on raw mechanical strength. A component soldered through the board with leads bent over on the underside is held in place by both the solder joint and the physical geometry of the lead. SMT joints are strong enough for the vast majority of applications, but for parts that take a beating, through-hole is the safer choice.
SMT is the clear winner at scale. Once a line is set up, an SMT machine places parts faster than any human possibly could, with very low cost per placement. Through-hole assembly is slower and more labour-intensive, particularly when components have to be hand-soldered.
For very small batches or one-off prototypes, the gap closes. Hand-soldering through-hole parts is straightforward; setting up an SMT line for a handful of boards carries fixed cost regardless of quantity. A good contract electronics manufacturer will help you balance the two during the prototype phase.
Through-hole components are easier to remove and replace in the field with basic tools. SMT rework, particularly on fine-pitch parts and BGAs, requires specialist equipment. For products with long service lives and field-repair requirements, this matters.
In practice, most boards we build at Key-Tech use both methods. The fine-pitch ICs, passives and signal-processing parts go on as SMT. The connectors, power components, transformers and anything that has to survive mechanical stress go on as through-hole. The two processes are designed to work together on the same assembly.
That mixed approach gives you the density and cost benefits of SMT where they matter, and the strength of through-hole where the product needs it. The trick is sequencing the processes correctly so that one does not damage the other, and that is where an experienced CEM earns its keep.
There is no universal right answer. The right choice depends on the answers to a handful of questions about your product. Working through them honestly will get you most of the way there.
A Design for Manufacture (DFM) review at the prototype stage is the single best way to make this decision properly. It costs nothing to do early, and saves a great deal later.
From our facility in Kirkcaldy, Fife, we run modern SMT lines capable of placing components down to 01005, alongside skilled through-hole assembly and selective soldering for the components that need it. Mixed-technology boards pass through both processes on the same job, with full inspection and test built into every stage.
We work across defence, medical, marine and subsea, rail, oil and gas, aerospace, communications and industrial engineering, and we hold ISO 9001, ISO 13485 and JOSCAR registration and build to IPC standards. Whether your product calls for SMT, through-hole or a sensible blend of both, we build it to standards that suit the sector it will serve.
If you are weighing up SMT vs through-hole for a new product, or your existing design would benefit from a fresh manufacturability review, we would be glad to help. Send through your drawings, bills of materials and any test requirements, and we will come back with a clear recommendation.


